Here is a spreadsheet to calculate all the thread pitches possible on a Warco 918 lathe using the change wheel set provided with the machine : XLSX (newer versions of Excel) and XLS (Excel 97 and 2003, also works in LibreOffice/OpenOffice).
The cells are all locked except D4, which should be set to “y” or “n” depending on whether the 120/127 tooth gearing will be in use (see the plate attached to the lathe). Note that there are three worksheets for mm/rev, inch/rev and tpi.
Use should be self-evident, but in case not, here is an example.
Looking at the “mm per rev” sheet:
- Put “y” in cell D4 because that gives results in nice round numbers
- Assume you want 1.5 mm/rev
- See this appears in four cells: I13, I14, F19 and C24
- Choose F16 (on a whim, or maybe you already had a 36 tooth wheel in position b)
- Change-wheels (where a and b are as on the plate attached to the lathe) to use are: a=45 tooth and b=36 tooth
- The gearbox should be set to no. 4
- Note that the Warco lathe-plate gives the C24 configuration.
If unsure, check you understand it by choosing a few of the pitches given on the lathe-plate and confirming that the change-wheels and gearbox settings you determine from the spreadsheet match the “right answer”.
Warning: I might have made a mistake so always try out on a piece of scrap and measure the result.

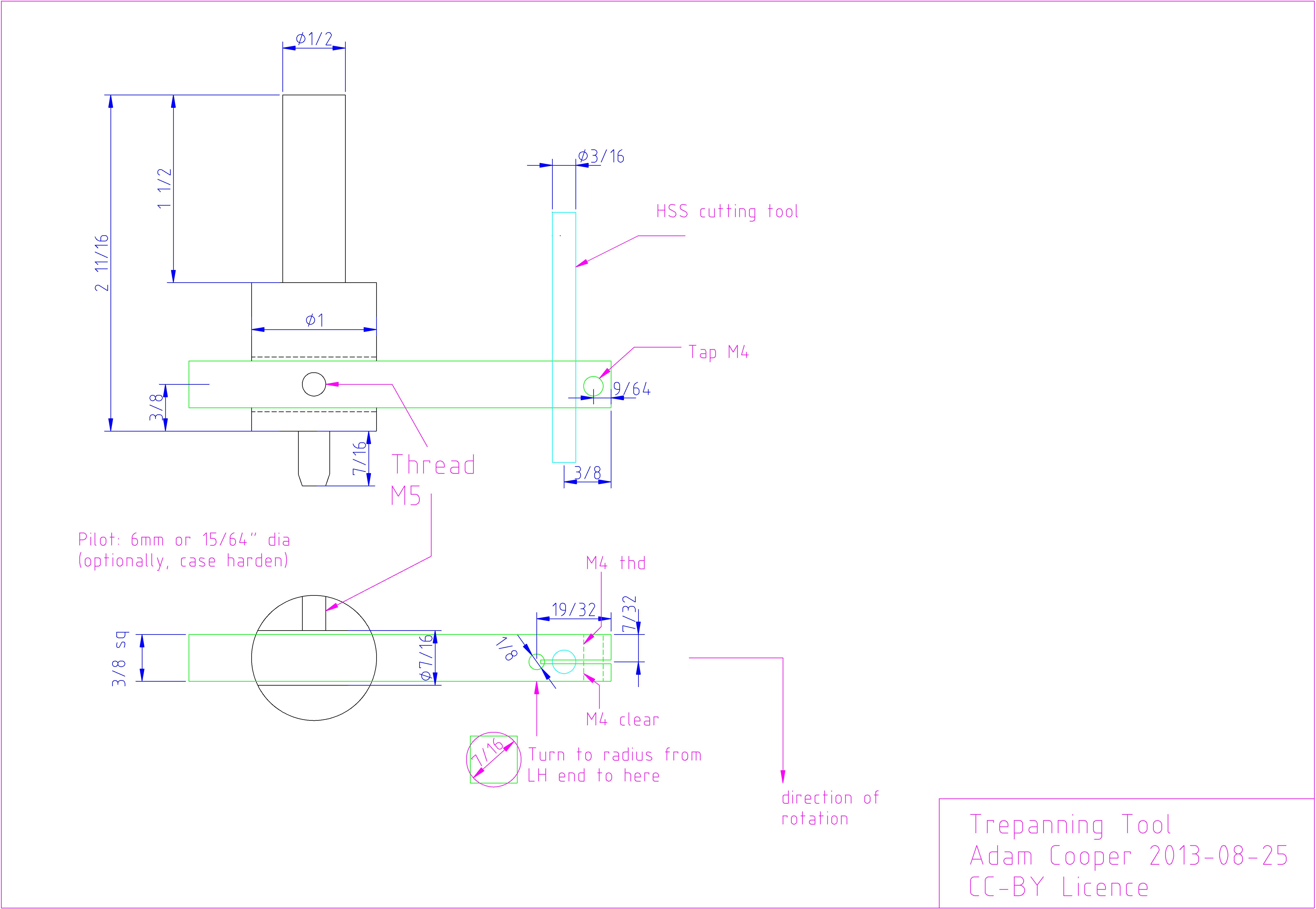




 Here is the product of a fancy, something less demanding than making something that really works. It was made relatively quickly from a page of sketches I made over a cup of coffee so it isn’t perfect. I’d probably change some details if I made another.
Here is the product of a fancy, something less demanding than making something that really works. It was made relatively quickly from a page of sketches I made over a cup of coffee so it isn’t perfect. I’d probably change some details if I made another.
